Meilleures fraises CNC pour la découpe de l'aluminium
Table des matières
- Les meilleures options revêtues de ZrN pour des coupes nettes, de meilleures finitions et une durée de vie prolongée des outils
-
- 1. Fraises à coupe ascendante à spirale en carbure monobloc, rainure en O, revêtement ZrN
-
- 2. Fraises à rainurer en carbure monobloc à zéro point avec revêtement ZrN (45°, 60°, 90°)
- Fraises 2D/3D avec revêtement ZrN également disponibles en jeux de 3 à 18 pièces
- 3. Fraises à queue sphérique (boule conique) en carbure monobloc à revêtement ZrN
-
- Pourquoi les fraises à revêtement ZrN sont idéales pour l'aluminium
- Choisir la bonne fraise CNC pour l'aluminium
- Conseils sur les avances et les vitesses pour la découpe de l'aluminium sur une défonceuse CNC
- Réflexions finales
- FAQ
Les meilleures options revêtues de ZrN pour des coupes nettes, de meilleures finitions et une durée de vie prolongée des outils
L'aluminium est l'un des matériaux les plus gratifiants, mais aussi les plus difficiles à découper sur une défonceuse CNC. Lorsque vos outils sont adaptés, l'aluminium se travaille proprement, laisse des bords nets et produit des résultats professionnels. Dans le cas contraire, vous constaterez des vibrations, des finitions médiocres, des soudures de copeaux et une défaillance prématurée des outils.
Chez ToolsToday, trois types de fraises CNC en carbure monobloc revêtues de ZrN se distinguent régulièrement pour le travail de l'aluminium. Chacune d'entre elles remplit une fonction différente, allant de la coupe à grande avance à l'usinage 3D détaillé, en passant par le chanfreinage de précision.
Ci-dessous, nous expliquons quand utiliser chaque type d'embout, ce qui le rend efficace pour l'aluminium et comment choisir celui qui convient à votre travail.
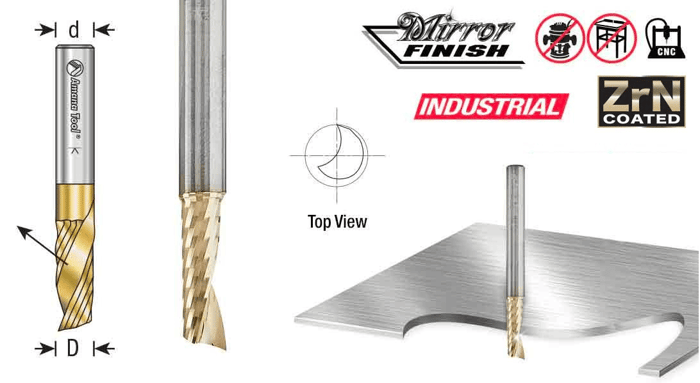
1. Fraises hélicoïdales à rainure en O en carbure monobloc revêtues de ZrN à coupe ascendante
Idéal pour : découpe rapide et nette de l'aluminium à des vitesses d'avance élevées
Si vous découpez de l'aluminium sur une défonceuse CNC à alimentation automatique, les mèches hélicoïdales à cannelures en O devraient être votre point de départ.
Ces forets sont spécialement conçus pour les métaux mous et caoutchouteux comme l'aluminium. Ils sont dotés d'une seule goujure hautement polie qui permet d'évacuer efficacement les copeaux avant qu'ils ne se soudent à nouveau à l'arête de coupe.
Pourquoi les forets O-Flute sont-ils excellents pour l'aluminium ?
- Le tranchant poli miroir réduit la friction et l'accumulation de chaleur.
- Le grand volume de la rainure évacue rapidement les copeaux, même à des vitesses d'avance élevées.
- Le revêtement ZrN résiste au grippage et prolonge la durée de vie de l'outil.
- Permet des vitesses d'avance plus élevées pour plus de pieds linéaires coupés en moins de temps
Cette combinaison rend les forets à cannelures en O idéaux pour les environnements de production, en particulier pour la découpe de tôles, panneaux et profilés en aluminium utilisés dans les fenêtres, les portes et les façades architecturales.
Utilisez-les lorsque :
- Vous voulez une vitesse maximale et des bords nets
- Votre CNC offre une bonne rigidité et un contrôle automatique de l'avance.
- La finition de surface est importante, mais le débit l'est encore plus.
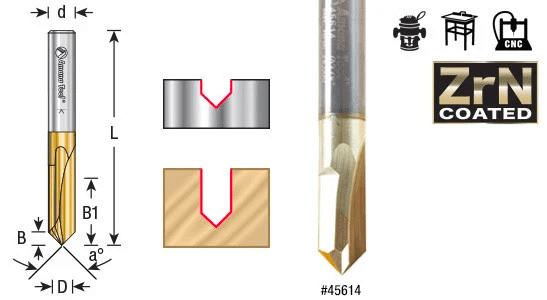
2. Fraises à rainurer en V en carbure monobloc à point zéro avec revêtement ZrN (45°, 60°, 90°)
Idéal pour : rainurage en V, biseautage, gravure et chanfreinage de l'aluminium
Les fraises à rainurer en V ne sont pas réservées au bois ou au plastique. Lorsqu'elles sont correctement revêtues et affûtées, elles sont extrêmement efficaces pour les finitions précises sur l'aluminium.
Les mèches à rainure en V à pointe zéro sont fabriquées en carbure monobloc avec un revêtement ZrN, ce qui leur permet de créer des biseaux, des chanfreins et des lignes gravées nets sans maculer ni déchirer le matériau.
Pourquoi les forets à rainure en V fonctionnent-ils dans l'aluminium ?
- Géométrie de pointe précise et contrôlée pour une définition nette des bords
- Le revêtement céramique ZrN réduit la friction et aide à prévenir l'accumulation de matière.
- Idéal pour les coupes à profondeur contrôlée et les éléments décoratifs
Disponibles en angles de 45°, 60° et 90°, ces mèches sont couramment utilisées pour :
- Rainurage en V de panneaux en aluminium
- Biseautage des bords avant l'assemblage
- Gravure décorative ou fonctionnelle
- Chanfreins propres sur les pièces usinées
Utilisez-les lorsque :
- Les détails et la précision sont plus importants que la vitesse
- Vous gravez, biseautez ou chanfreinez de l'aluminium.
- Vous souhaitez obtenir une géométrie constante avec des résultats reproductibles

3. Fraises à queue sphérique (boule conique) en carbure monobloc à revêtement ZrN
Idéal pour : le contournage 2D et 3D, le profilage et l'usinage profond de l'aluminium
Pour les formes complexes, les surfaces courbes et les profils détaillés en aluminium, les fraises à bout sphérique sont l'outil de choix.
Ces forets en carbure monobloc revêtus de ZrN sont conçus pour un mouvement simultané sur 3 axes, ce qui les rend idéaux pour le contournage 2D et 3D, le modelage et le profilage profond.
Pourquoi les fraises à bout sphérique sont efficaces
- La conception en spirale ascendante facilite l'évacuation des copeaux
- Réduction des marches pour des finitions de surface plus lisses
- Le revêtement ZrN aide à minimiser la chaleur et à prolonger la durée de vie de l'outil.
- Les options coniques permettent des coupes profondes avec un niveau de détail élevé.
Bien que largement utilisées dans la fabrication d'enseignes, l'ébénisterie et le moulage, ces fraises offrent également d'excellentes performances dans l'aluminium lorsque la précision et la qualité de surface sont essentielles.
Utilisez-les lorsque :
- Usinage de courbes complexes ou de pièces en aluminium profilées
- Réalisation d'un profilage approfondi avec moins de passages
- Création d'éléments 2D ou 3D où la qualité de finition est essentielle
Pourquoi les fraises à revêtement ZrN sont idéales pour l'aluminium
Les trois types de forets ci-dessus partagent un avantage clé : un revêtement en nitrure de zirconium (ZrN), appliqué à l'aide d'un procédé PVD (dépôt physique en phase vapeur).
Principaux avantages du revêtement ZrN
- Crée une surface céramique dure et résistante à l'usure sur le carbure.
- Réduit la friction et aide à prévenir le soudage des copeaux et le grippage.
- Prend en charge des vitesses d'avance et des vitesses de broche plus élevées
- Prolonge considérablement la durée de vie des arêtes de coupe
- Produit des finitions plus propres avec moins de vibrations
Grâce à leur géométrie optimisée et à leur faible faux-rond total (TIR), les outils revêtus de ZrN permettent de réduire le nettoyage secondaire lorsqu'ils sont utilisés sur des machines CNC rigides et des broches à faible TIR.
Choisir la bonne fraise CNC pour l'aluminium
| Si votre objectif est… | Choisissez cet élément |
|---|---|
| Découpe rapide pour la production | O-Flute Spirale vers le haut |
| Gravure, biseautage, chanfreinage | Rainure en V (45°, 60°, 90°) |
| Courbes, contours, profilage 3D | Bout sphérique / Bout conique |
Conseils sur les avances et les vitesses pour la découpe de l'aluminium sur une défonceuse CNC
- Utilisez des forets spécifiques à l'aluminium, tels que des outils à cannelures en O ou revêtus de ZrN, pour une évacuation correcte des copeaux.
- Privilégiez la vitesse d'avance plutôt que la vitesse de rotation de la broche afin d'éviter l'accumulation de chaleur et le soudage des copeaux.
- Commencez par une profondeur de coupe modérée et augmentez-la progressivement dans la mesure où votre machine le permet.
- Maintenir une charge de copeaux constante ; le frottement entraîne une mauvaise finition et réduit la durée de vie de l'outil.
- Utilisez des broches à faible faux-rond total (TIR) et fixez solidement les pièces à usiner.
- Nettoyez les copeaux de manière agressive à l'aide d'un jet d'air ou d'un aspirateur.
- Testez sur des chutes avant de vous lancer dans la production.
Réflexions finales
Pour réussir la découpe de l'aluminium sur une défonceuse CNC, il faut maîtriser le contrôle des copeaux, la gestion de la chaleur et la géométrie de l'outil. Les fraises en carbure monobloc revêtues de ZrN présentées ci-dessus sont conçues pour répondre à ces trois exigences : elles offrent des coupes plus nettes, une durée de vie plus longue et des résultats plus prévisibles.
Que vous produisiez des pièces, graviez des panneaux ou usiniez des profils 3D complexes, choisir la fraise CNC adaptée à l'aluminium vous permettra de gagner du temps, de réduire les déchets et d'améliorer la qualité de votre travail fini.
FAQ
Quel type de fraise CNC convient le mieux pour découper l'aluminium ?
Les fraises en carbure monobloc à goujure en O sont généralement le meilleur choix pour couper l'aluminium sur les routeurs CNC, car leur conception à grande goujure élimine efficacement les copeaux et réduit l'accumulation de chaleur et la ressoudure des copeaux.
Pourquoi les forets à une seule rainure sont-ils recommandés plutôt que les forets à plusieurs rainures pour l'aluminium ?
L'aluminium est un métal mou et collant. Les forets à cannelures en O utilisent une seule arête de coupe hautement polie qui permet d'évacuer rapidement les copeaux, empêchant ainsi le matériau de coller à l'outil et de dégrader la finition.
Les fraises à rainurer en V peuvent-elles être utilisées sur l'aluminium ?
Oui. Les fraises à rainurer en V en carbure monobloc avec revêtement ZrN sont efficaces pour graver, biseauter, chanfreiner et rainurer en V l'aluminium lorsqu'elles sont utilisées avec des avances, des vitesses et des machines CNC rigides appropriées.
Quand dois-je utiliser une fraise à bout sphérique pour l'aluminium ?
Les fraises à bout sphérique sont idéales pour le contournage 2D et 3D, les surfaces courbes, le profilage et l'usinage détaillé de l'aluminium, où les transitions fluides et la finition de surface sont importantes.
Quel est l'intérêt du revêtement ZrN pour les outils de coupe en aluminium ?
Le revêtement en nitrure de zirconium (ZrN) réduit la friction, empêche le soudage des copeaux, résiste à l'usure et permet des vitesses d'avance et des vitesses de broche plus élevées, ce qui se traduit par des coupes plus nettes et une durée de vie plus longue des outils.
Les fraises revêtues de ZrN peuvent-elles fonctionner plus rapidement que les fraises non revêtues ?
Oui. Les forets revêtus de ZrN peuvent généralement supporter des vitesses de rotation et des vitesses d'avance plus élevées que les outils non revêtus, car le revêtement réduit la chaleur et le frottement au niveau de l'arête de coupe.
Ai-je besoin de liquide de refroidissement pour découper de l'aluminium sur une défonceuse CNC ?
Le liquide de refroidissement n'est pas toujours nécessaire, mais une évacuation adéquate des copeaux, des avances et des vitesses correctes, ainsi que des outils revêtus de ZrN peuvent réduire considérablement l'accumulation de chaleur et de matière lors de la coupe à sec de l'aluminium.
Qu'est-ce qui fait que l'aluminium colle à une fraise ?
L'aluminium peut coller légèrement en raison d'une chaleur excessive, d'une mauvaise évacuation des copeaux, d'une alimentation et d'une vitesse incorrectes, ou de l'utilisation d'outils sans rainures polies ou sans revêtements spécifiques à l'aluminium tels que le ZrN.
Comment obtenir une finition impeccable lors de la découpe d'aluminium sur une défonceuse CNC ?
Utilisez des outils spécifiques à l'aluminium, tels que des fraises à rainurer O-flute ou revêtues de ZrN, assurez-vous que les copeaux sont correctement évacués, maintenez un faible faux-rond de l'outil et adaptez les avances et les vitesses à la rigidité de votre machine.
Pourquoi la vitesse d'avance est-elle plus importante que la vitesse de rotation de la broche lors de la découpe de l'aluminium ?
La vitesse d'avance contrôle la charge de copeaux. Si l'avance est trop lente, l'outil frotte au lieu de couper, ce qui génère de la chaleur pouvant provoquer la soudure de l'aluminium à la mèche et ruiner la finition.
Que se passe-t-il si la vitesse de rotation est trop élevée lors de la découpe de l'aluminium ?
Une vitesse de rotation excessive peut générer trop de chaleur, ce qui entraîne un soudage des copeaux, une mauvaise finition de surface et une usure prématurée de l'outil, en particulier sur les forets de petit diamètre.
Dois-je effectuer des passes superficielles ou profondes lorsque je découpe de l'aluminium sur une défonceuse CNC ?
Il est préférable de commencer par des profondeurs de coupe modérées et de les augmenter progressivement. Des passes plus profondes sont possibles avec des machines rigides et des outils spécifiques à l'aluminium, mais aller trop loin peut provoquer des vibrations ou une défaillance de l'outil.
Pourquoi l'aluminium laisse-t-il parfois des traces ou des bords qui semblent fondus ?
Cela se produit généralement lorsque la chaleur s'accumule en raison d'une alimentation et d'une vitesse incorrectes, d'une mauvaise évacuation des copeaux ou de l'utilisation d'outils sans rainures polies ou revêtements spécifiques à l'aluminium.
Les différents alliages d'aluminium nécessitent-ils des avances et des vitesses différentes ?
Oui. Les alliages plus tendres comme le 6061 se usinent plus facilement, tandis que les alliages plus durs comme le 7075 peuvent nécessiter des vitesses réduites, des coupes moins profondes ou des réglages plus rigides.
Comment le diamètre de l'outil influe-t-il sur les avances et les vitesses ?
Les outils de plus petit diamètre nécessitent généralement des vitesses de broche plus élevées et des coupes plus légères, tandis que les outils plus grands peuvent supporter des vitesses plus faibles et des charges de copeaux plus lourdes, en fonction de la rigidité de la machine.
Pourquoi la rigidité de la machine est-elle importante lors du réglage des avances et des vitesses ?
Les machines moins rigides sont plus sujettes aux vibrations et aux déformations, ce qui peut nécessiter des avances plus lentes et des coupes moins profondes. Les machines CNC rigides peuvent fonctionner plus rapidement et plus profondément en toute sécurité.