Pourquoi les recommandations de vitesse d'avance CNC ne constituent pas des limites de vitesse
Table des matières
- En bref
- La question qu'on nous pose tout le temps
- L'outil : spirale de compression Amana Tool 46172-K
- Même pièce. Machines différentes. Résultats complètement différents.
- Pourquoi les vitesses d'avance recommandées par Amana sont-elles plus faibles ?
- Pourquoi nous ne nous contentons pas d'indiquer « Exécutez ce programme à 1 000 IPM »
- La vitesse d'avance à elle seule ne fait pas tout
- Un exemple simple de charge de copeaux
- Pourquoi courir trop lentement peut aussi poser problème
- Que se passe-t-il si on va trop vite ?
- Comment augmenter en toute sécurité la vitesse d'avance de votre machine CNC
- Ce que révèle réellement la vidéo « 1 000 IPM »
- Le bilan
- À quelle vitesse cours-tu ?
- FAQ
Vous avez sûrement déjà vu ces vidéos.
Une défonceuse à commande numérique découpe des panneaux à une vitesse qui semble incroyable. Les copeaux volent dans tous les sens. Les pièces sont finies en quelques secondes. La qualité de coupe est excellente.
Vous consultez alors le tableau des vitesses d'avance et de rotation pour ce même foret et constatez que la vitesse d'avance recommandée ne représente qu'une fraction de celle que vous venez d'observer.
Alors, qu'est-ce qui se passe ?
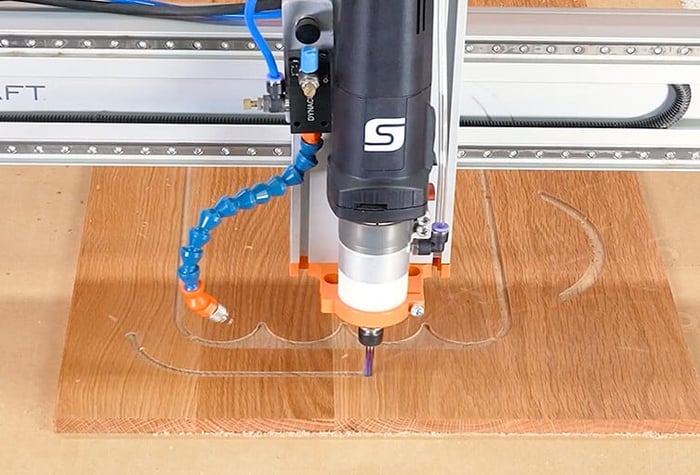
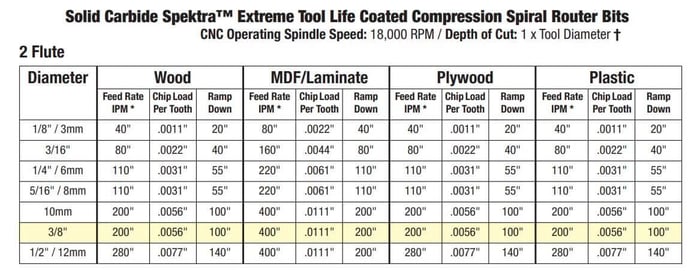
Nous avons récemment publié une vidéo montrant la fraise hélicoïdale à compression Amana Tool 46172-K fonctionnant à environ 1 000 pouces par minute (IPM) sur une défonceuse CNC industrielle. Pourtant, les recommandations publiées concernant les vitesses d'avance et de rotation pour cette fraise sont bien inférieures : environ 200 IPM pour de nombreuses applications, et environ 400 IPM dans le MDF et les stratifiés.
À première vue, ces chiffres semblent contradictoires.
Ce n'est pas le cas.
En réalité, les recommandations concernant la vitesse d'avance ne constituent pas des limites de vitesse. Il s'agit plutôt de points de départ.
Le tableau d'alimentation vous indique par où commencer. C'est votre machine qui détermine la suite.
En bref
- Les vitesses d'avance et de rotation recommandées par le fabricant sont conçues pour fonctionner sur une large gamme de machines à commande numérique.
- Un même outil peut fonctionner à une vitesse de 200 IPM sur une machine et à plus de 1 000 IPM sur une autre.
- La rigidité de la machine, la puissance de la broche, le système de serrage, le matériau et la charge de copeaux ont tous une incidence sur les vitesses d'avance possibles.
- En réalité, de nombreux utilisateurs de machines à commande numérique travaillent trop lentement, et non trop vite.
- Commencez par vous baser sur les vitesses d'avance et les cadences publiées, puis adaptez-les en fonction de votre machine et des résultats obtenus.
Le tableau d'alimentation est votre point de départ. Les capacités de la machine déterminent le résultat final.
La question qu'on nous pose tout le temps
Chaque fois que nous publions une vidéo montrant des vitesses de découpe CNC extrêmes, les commentaires sont prévisibles :
« Pourquoi le tableau d'alimentation indique-t-il 200 IPM alors que vous en utilisez 1 000 ? »
« Ces recommandations sont-elles erronées ? »
« Est-ce que je peux faire tourner ma machine à ces vitesses ? »
Ce sont là des questions légitimes.
Mais ils partent du principe que la vitesse d'avance est déterminée uniquement par le foret.
Ce n'est pas le cas.
Une fraise pour défonceuse CNC n'est qu'un élément du système de découpe. La machine elle-même est tout aussi importante.
L'outil : Spiral de compression Amana Tool 46172-K
La fraise Amana Tool 46172-K est une fraise à spirale de compression à 2 cannelures de 3/8" de diamètre, dotée d'un revêtement Spektra™. Elle est conçue pour obtenir des bords supérieurs et inférieurs nets sur les panneaux et les matériaux stratifiés, notamment le MDF, la mélamine, le contreplaqué stratifié, les panneaux de particules, le bois dur, le bois tendre et le contreplaqué plaqué.
Les fraises à compression sont particulièrement appréciées pour la fabrication d'armoires à commande numérique, de pièces de mobilier, d'enseignes et de panneaux, car elles combinent une géométrie de coupe ascendante et descendante en un seul outil.
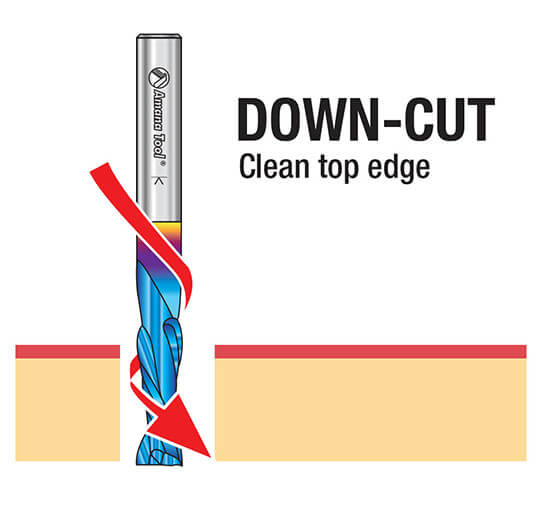
La partie inférieure de la fraise projette les copeaux vers le haut. La partie supérieure repousse les fibres du matériau vers le bas. Ensemble, cette géométrie contribue à réduire les déchirures tant sur la face supérieure que sur la face inférieure du matériau.
Le modèle 46172-K s'impose donc comme un choix judicieux lorsque la qualité des bords est primordiale, en particulier pour les matériaux stratifiés double face où un arrachement sur l'une ou l'autre face peut compromettre la pièce.
Même pièce. Machines différentes. Résultats complètement différents.
Imaginez trois utilisateurs de machines à commande numérique qui achètent exactement la même fraise à compression.
On peut utiliser une petite machine CNC de loisir avec une défonceuse.
On utilise une machine prosommatrice plus puissante équipée d'une broche améliorée.
On utilise une défonceuse CNC industrielle à usage intensif, équipée d'une broche de production et d'un système de fixation par aspiration puissant.
Tous les trois possèdent le même morceau.
Ces trois machines peuvent toutes servir à découper des panneaux de même type.
Mais ces trois-là pourraient nécessiter des vitesses d'avance très différentes.
Pourquoi ?
Car ce n'est pas la mèche qui détermine les limites de la machine. C'est la machine qui les détermine.
| Configuration | Caractéristiques types de la machine | La réalité de la vitesse d'avance |
|---|---|---|
| CNC de bureau ou compacte | Châssis léger, moteurs plus petits, défonceuse ou broche compacte, rigidité limitée | Commencez par suivre les recommandations publiées, puis augmentez progressivement et avec prudence |
| CNC pour prosommateurs | Châssis plus rigide, système de déplacement plus robuste, broche améliorée, meilleur serrage des pièces | Avec une configuration et des tests appropriés, il peut fonctionner plus rapidement que ce qu'indique le graphique |
| Fraiseuse CNC industrielle | Châssis robuste, broche puissante, système de contrôle de mouvement de production, table à vide, système d'évacuation des copeaux performant | Dans de bonnes conditions, on peut souvent traiter le même bit beaucoup plus rapidement |
Dans notre exemple à 1 000 IPM, la fraise est utilisée sur une défonceuse CNC Camaster industrielle à usage intensif. Ce type de machine est conçu pour la découpe en série. Elle accélère plus rapidement, résiste mieux aux vibrations, gère plus efficacement la charge de la broche et maintient le matériau bien en place dans des conditions de découpe exigeantes.
Le bit n'est pas devenu plus rapide d'un coup.
La machine a permis au foret de fonctionner en exploitant davantage son plein potentiel.
Pourquoi les vitesses d'avance recommandées par Amana sont-elles plus faibles ?
Les tableaux de vitesses d'avance et de rotation sont conçus pour aider un large éventail d'utilisateurs à obtenir de bons résultats.
Cela concerne aussi bien les opérateurs CNC expérimentés que les nouveaux utilisateurs de machines CNC, les propriétaires de petits ateliers, les amateurs, les établissements scolaires, les makerspaces et les personnes qui utilisent des machines à usage modéré.
Si un fabricant ne publiait que la vitesse d'avance la plus élevée possible dans des conditions industrielles idéales, ce chiffre serait inutile — voire dangereux — pour de nombreux utilisateurs.
Par exemple, si un débutant voit « 1 000 IPM » et saisit cette valeur dans son logiciel de FAO sans bien comprendre les exigences de la machine, plusieurs problèmes peuvent survenir :
- Il se peut que la machine ne puisse pas atteindre physiquement cette vitesse d'avance.
- Le châssis peut se déformer ou vibrer sous l'effet d'une charge.
- Il se peut que la broche ou la défonceuse ne soit pas assez puissante.
- Le matériau risque de bouger si la fixation n'est pas suffisamment solide.
- La mèche peut vibrer, se déformer, surchauffer ou se casser.
- Le résultat final risque d'être pire, et non meilleur.
C'est pourquoi il vaut mieux considérer les vitesses d'avance indiquées comme des points de départ fiables.
Ces exemples ne visent pas à montrer les performances maximales de l'outil sur une machine industrielle. Ils ont pour but d'aider davantage d'utilisateurs à démarrer avec une configuration qui a de bonnes chances de fonctionner.
Pourquoi nous ne nous contentons pas d'indiquer « Exécutez ce programme à 1 000 IPM »
Car pour de nombreux utilisateurs de machines à commande numérique, ce serait un mauvais conseil.
Une vitesse d'avance de 1 000 IPM peut tout à fait être justifiée sur une défonceuse industrielle de grande puissance, à condition d'utiliser le bon matériau, le bon parcours d'outil et un système de serrage adéquat.
Mais ce chiffre pourrait s'avérer irréaliste sur une machine moins puissante.
Il ne suffit pas de demander :
« Est-ce que ce processeur peut tourner aussi vite ? »
Il faut aussi se demander :
« Ma machine peut-elle fonctionner à cette vitesse tout en garantissant la précision, la rigidité, l'évacuation des copeaux et la qualité de coupe ? »
Si la réponse est non, la vitesse d'avance appropriée est inférieure, même si le foret lui-même est capable d'aller plus loin.
La vitesse d'avance à elle seule ne fait pas tout
On a tendance à se focaliser sur la vitesse d'avance, car c'est un paramètre simple et qui fait forte impression.
1 000 IPM, ça semble rapide.
200 IPM, ça semble prudent.
Mais la vitesse d'avance ne suffit pas à elle seule à déterminer si une coupe est correcte.
Pour déterminer si une vitesse d'avance est appropriée, il faut également tenir compte des éléments suivants :
- RPM : la vitesse de rotation de la broche.
- Nombre de cannelures : combien de bords de coupe enlèvent de la matière.
- Volume d'enlèvement : quantité de matière enlevée par chaque rainure à chaque tour.
- Profondeur de coupe : quantité de matière enlevée verticalement.
- Largeur de coupe : partie du diamètre de l'outil qui est en contact avec la pièce.
- Matériaux : MDF, contreplaqué, bois dur, stratifié et mélaminé, tous découpés de manière différente.
- Rigidité de la machine : une machine rigide est capable de conserver sa précision même sous contrainte.
- Maintien : la pièce doit rester immobile à la vitesse d'avance choisie.
Une vitesse d'avance qui fonctionne à merveille sur le MDF peut s'avérer trop élevée sur le bois dur.
Une vitesse d'avance qui convient pour une passe de finition peu profonde peut s'avérer trop élevée pour une coupe de profil sur toute la profondeur.
Les opérateurs CNC expérimentés ne se contentent pas de demander : « À quelle vitesse cette fraise peut-elle tourner ? »
Ils se demandent : « Quel débit d'enlèvement de copeaux est-ce que je cherche à atteindre, et ma machine est-elle capable de supporter cette coupe ? »
Un exemple simple de charge de copeaux
Le volume d'enlèvement correspond à la quantité de matière que chaque arête de coupe enlève à chaque tour de l'outil.
La formule de base est la suivante :
Charge de copeaux = Vitesse d'avance ÷ (vitesse de rotation × nombre de dents)
Pour une fraise à deux tranchants tournant à 18 000 tr/min :
- À une vitesse d'avance de 200 IPM, le volume de copeaux est d'environ 0,0055 pouce
- À 300 IPM, l'enlèvement de copeaux est d'environ 0,0083 pouce
- À 1 000 IPM, le volume de copeaux est d'environ 0,0278 pouce
C'est une énorme différence.
Sur une machine CNC de petite taille ou légère, une charge de copeaux trop importante peut entraîner une surcharge de la machine, de la broche, de la fraise ou du dispositif de serrage.
Sur une machine CNC industrielle lourde, cette même coupe agressive peut s'avérer réalisable dans de bonnes conditions.
C'est pour cela que la machine est importante.
Pourquoi courir trop lentement peut aussi poser problème
La plupart des nouveaux utilisateurs de machines à commande numérique craignent d'aller trop vite.
Mais courir trop lentement peut aussi poser des problèmes.
Si la vitesse d'avance est trop faible par rapport au régime, le foret risque de frotter au lieu de couper. Au lieu de produire des copeaux, il génère de la poussière et de la chaleur.
Cette chaleur peut entraîner :
- Brûler
- Usure prématurée des outils
- Accumulation de résine
- Bords en plastique fondu
- Mauvaise évacuation des copeaux
- Durée de vie réduite de l'outil
Souvent, améliorer un coup ne signifie pas pour autant ralentir.
Cela implique de trouver le bon équilibre entre la vitesse d'avance, la vitesse de rotation, la charge de copeaux et les capacités de la machine.
Le but, c'est de faire des chips, pas de la poussière.
Que se passe-t-il si on va trop vite ?
Des vitesses d'avance plus élevées augmentent la charge sur l'ensemble du système de coupe.
La broche doit maintenir sa puissance. La machine doit rester rigide. Les moteurs doivent suivre le rythme. Le matériau doit être maintenu fermement. La fraise doit évacuer les copeaux proprement.
Si l'un des éléments de ce système tombe en panne, la coupe peut rapidement se détériorer.
Voici quelques signes qui peuvent indiquer que vous en faites peut-être trop :
- Bruit de cliquetis ou vibrations
- Un bord irrégulier ou ondulé
- Sollicitation excessive de la machine ou bruit inhabituel
- Brûlure ou chaleur excessive
- Déplacement de la pièce
- Déviation de l'outil
- Bouts cassés
Les vitesses d'avance élevées ne sont pas forcément meilleures.
Elles ne sont plus performantes que si la machine, le matériau, la trajectoire d'outils et la configuration permettent de les exploiter pleinement.
 Fraises hélicoïdales à compression en carbure monobloc avec revêtement Spektra, conçues pour les applications CNC nécessitant des vitesses d'avance élevées et des coupes de compression impeccables. Particulièrement adaptées aux matériaux mélaminés ou stratifiés double face.
Fraises hélicoïdales à compression en carbure monobloc avec revêtement Spektra, conçues pour les applications CNC nécessitant des vitesses d'avance élevées et des coupes de compression impeccables. Particulièrement adaptées aux matériaux mélaminés ou stratifiés double face.Comment augmenter en toute sécurité la vitesse d'avance de votre machine CNC
Si votre machine est capable de dépasser les recommandations indiquées, il n'y a aucun inconvénient à essayer des vitesses d'avance plus élevées.
Il suffit de s'y prendre méthodiquement.
- Commencez par suivre les recommandations du fabricant. Utilisez le tableau comme référence, en particulier si vous utilisez une nouvelle mèche, un nouveau matériau ou une machine que vous ne connaissez pas bien.
- Faites un essai de découpe. Utilisez des chutes de matériau avant de vous lancer dans la découpe d'une pièce définitive.
- Faites attention aux copeaux. Il faut qu'ils soient propres, ni réduits en fine poussière, ni en morceaux trop gros.
- Soyez à l'écoute de la machine. Les grincements, les crissements ou les changements soudains de bruit constituent des signes avant-coureurs.
- Augmentez la vitesse d'avance par paliers. Procédez progressivement plutôt que de passer d'un coup de 200 IPM à 1 000 IPM.
- Vérifiez la qualité des bords. Une coupe plus rapide ne sert à rien si la finition s'en trouve détériorée.
- Surveillez la chaleur et l'accumulation de copeaux. Examinez le bord de coupe et inspectez la mèche après la découpe.
- Vérifiez que la pièce est bien maintenue. Si le matériau bouge, la vitesse d'avance est trop élevée pour cette configuration.
Le but n'est pas d'atteindre le chiffre le plus élevé possible.
L'objectif est de déterminer la vitesse d'avance la plus rapide possible tout en garantissant une excellente qualité de coupe.
Ce que révèle réellement la vidéo « 1 000 IPM »
Lorsque vous voyez l'Amana 46172-K fonctionner à 1 000 IPM, cela ne signifie pas pour autant que tous les utilisateurs de machines CNC doivent adopter cette valeur.
Le fait est que cet outil offre un potentiel de performance considérable lorsqu'il est associé à la machine adéquate.
Sur une défonceuse CNC industrielle, avec un matériau, une vitesse de rotation, un parcours d'outil, une profondeur de coupe, un système d'évacuation des copeaux et un système de serrage adaptés, une fraise à compression de haute qualité peut souvent être exploitée bien au-delà des recommandations indiquées dans le tableau de référence.
Cela ne signifie pas pour autant que le tableau d'alimentation soit erroné.
Cela signifie que le graphique sert de point de départ, tandis que la vidéo montre ce qu'il est possible de réaliser en conditions réelles de production.
Le bilan
Les recommandations concernant la vitesse d'avance ne constituent pas des limites de vitesse.
Il s'agit de points de départ destinés à aider un large éventail d'utilisateurs de machines à commande numérique à démarrer avec des réglages pratiques et fiables.
À partir de là, votre vitesse d'avance réelle dépendra de votre machine, de votre matériau, de votre broche, de votre système de serrage, de votre trajectoire d'outil et de votre expérience.
C'est pourquoi un même foret peut tourner à 200 tours par minute dans un atelier et à plus de 1 000 tours par minute dans un autre.
C'est la même chose.
Ce n'est pas le cas de la machine.
Commencez par consulter le tableau. Apprenez à reconnaître le son d'une bonne coupe. Surveillez vos copeaux. Effectuez des essais minutieux. Augmentez ensuite la vitesse d'avance dans la mesure où votre machine le permet.
À quelle vitesse cours-tu ?
Chaque configuration CNC est différente, et l'expérience pratique est souvent la meilleure des écoles.
Quelle est la vitesse d'avance maximale que vous ayez jamais atteinte avec une fraise à compression ?
Quelle machine utilisais-tu ?
Quel matériau coupiez-vous ?
Nous aimerions beaucoup savoir ce qui fonctionne bien dans votre magasin.
FAQ
Pourquoi Amana recommande-t-elle une vitesse de 200 coups par minute alors que la mèche peut fonctionner à 1 000 coups par minute ?
Les vitesses d'avance indiquées sont conçues pour fonctionner sur une large gamme de machines à commande numérique, y compris les machines plus petites et à usage modéré. Une vitesse de coupe de 1 000 IPM peut être possible sur une défonceuse CNC industrielle, mais cela ne signifie pas pour autant que toutes les machines peuvent fonctionner à cette vitesse en toute sécurité ou avec précision.
Puis-je faire fonctionner ma défonceuse CNC à une vitesse supérieure à celle recommandée dans le tableau d'avance ?
C'est possible. De nombreux utilisateurs peuvent augmenter les vitesses d'avance au-delà des recommandations initiales, mais uniquement si la machine, la broche, le dispositif de serrage, le matériau et le parcours d'outil le permettent. Augmentez la vitesse d'avance progressivement et surveillez la formation des copeaux, la qualité des arêtes, la chaleur et les vibrations.
Est-ce que le fait de faire fonctionner une machine CNC à une vitesse trop faible est un problème ?
Oui. Si la vitesse d'avance est trop faible par rapport à la vitesse de rotation de la broche, la mèche risque de frotter au lieu de couper. Cela entraîne une accumulation de chaleur, des brûlures, une accumulation de résine, une mauvaise évacuation des copeaux et une usure prématurée de l'outil.
Qu'est-ce qui importe le plus : la vitesse d'avance ou la charge de copeaux ?
Le volume de copeaux est généralement la mesure la plus utile, car il indique la quantité de matière enlevée par chaque arête de coupe à chaque tour. La vitesse d'avance est importante, mais elle doit être prise en compte conjointement avec la vitesse de rotation, le nombre de cannelures, le matériau et la profondeur de coupe.
Les débutants devraient-ils utiliser le réglage de 1 000 IPM présenté dans les vidéos sur la CNC ?
Non. Les débutants devraient commencer par respecter les vitesses d'avance et de rotation recommandées par le fabricant, effectuer des essais de coupe, puis augmenter progressivement ces paramètres. Une vidéo tournée sur une défonceuse CNC industrielle ne s'applique pas automatiquement à une machine plus petite destinée aux amateurs ou aux prosommateurs.