![]()
Comment imbriquer des pièces dans Vectric VCarve : un guide étape par étape
Table des matières
- Liste de contrôle avant la mise en place : ce qu'il faut faire avant de cliquer sur le bouton
- Le processus étape par étape de l'imbrication dans VCarve
- Programmation de parcours d'outils pour vos pièces imbriquées : les véritables « pièges »
- Conclusion : l'imbrication est un multiplicateur de production
- FAQ
Les prix du bois ne baissent pas. Si vous déplacez manuellement des vecteurs sur votre plan, que vous faites pivoter des pièces à l'œil nu et que vous essayez de caser « encore un » composant sur le panneau, vous gaspillez probablement plus de matériau que vous ne le pensez.
C'est là que les outils d'imbrication intégrés à Vectric VCarve entrent en jeu.
Un imbrication CNC efficace vous aide à exploiter au maximum chaque centimètre carré de contreplaqué, de MDF, de plastique ou de matériau composite, tout en accélérant la production et en réduisant les erreurs. Que vous réalisiez la découpe en série de pièces d'armoires, d'enseignes, de composants de tiroirs, de gabarits ou de lots de production, un processus d'imbrication bien conçu peut considérablement améliorer votre efficacité.
Mieux encore, l'imbrication ne sert pas seulement à économiser de la matière. Lorsqu'elle est correctement réalisée, elle permet également d'éviter les collisions entre les outils, d'améliorer l'efficacité du maintien par le vide et d'obtenir des découpes plus nettes et plus sûres.
Dans ce guide, nous allons passer en revue l'ensemble du processus d'imbrication des pièces dans VCarve — de la configuration à la création des trajectoires d'outils — et vous donner quelques conseils pratiques qui vous permettront de gagner du temps, d'économiser de la matière et d'éviter de casser vos fraises.
Liste de contrôle avant la mise en place : ce qu'il faut faire avant de cliquer sur le bouton
Avant de laisser VCarve organiser automatiquement vos pièces, vous devez fournir au logiciel des informations précises. La qualité de l'imbrication dépend entièrement de la configuration initiale.
Mesurez vos matériaux avec précision
Ne partez jamais du principe que votre contreplaqué ou votre MDF a exactement l'épaisseur indiquée sur l'étiquette.
Une plaque de « 3/4 pouce » mesure rarement exactement 0,750 pouce. L'épaisseur du contreplaqué d'ameublement, du MDF, des panneaux mélaminés et des panneaux plaqués peut varier considérablement selon le fabricant et les conditions d'humidité.
Utilisez un pied à coulisse pour mesurer :
- Dimension X : largeur réelle de la feuille
- Dimension Y : longueur réelle de la feuille
- Dimension Z : épaisseur réelle du matériau
C'est important car la profondeur de coupe, l'épaisseur des couches et le calcul des trajectoires d'usinage dépendent tous d'un dimensionnement précis du matériau.
Même un écart de 0,02 pouce peut poser des problèmes lors de la production de pièces emboîtées.
 Passez au niveau supérieur en menuiserie grâce aukit de serre-joints « Crush-It Essential » de Carbide-3D
Passez au niveau supérieur en menuiserie grâce aukit de serre-joints « Crush-It Essential » de Carbide-3DCréer une zone tampon « Clamp Zone »
La plupart des machines CNC de taille moyenne utilisent :
- Pinces pour rail en T
- Pinces à came
- Sachets sous vide
- Systèmes de fixation hybrides
Évitez de placer les pièces à imbriquer dans VCarve directement au-dessus de vos dispositifs de fixation.
Avant de procéder à l'imbrication, définissez des marges de sécurité tout autour de la feuille. Cela permet de créer une « zone de sécurité » dédiée qui maintient la fraise à une distance suffisante des éléments de fixation.
Même les magasins équipés de tables à aspiration laissent souvent un petit espace de sécurité tout autour pour éviter les bords irréguliers ou les coins déformés.
Un bon point de départ est :
- Une bordure de 1,27 cm à 2,54 cm sur tous les côtés pour les tables à vide
- Dégagement de 2 pouces ou plus pour les systèmes de serrage mécaniques
Regroupez correctement vos vecteurs
C'est l'une des erreurs les plus courantes commises par les débutants en matière d'imbrication dans VCarve.
Si vos vecteurs de trous, fentes, rainures et profils extérieurs ne sont pas regroupés, VCarve risque de les répartir séparément sur la feuille lors de l'imbrication.
Cela signifie :
- Un côté du meuble ici
- Les trous de vis sont là-bas
- Le vecteur de profil se trouve tout à fait ailleurs
Avant l'imbrication :
- Sélectionner tous les vecteurs appartenant à une même partie
- Regroupez-les
- Répétez l'opération pour chaque composant
Cela garantit que chaque pièce s'emboîte pour former un ensemble complet.
 Formation VCarve Master : exploitez tout le potentiel de votre machine CNC grâce au guide ultime pour maîtriser la conception 2D et la création de parcours d'outils. Que vous soyez débutant ou utilisateur de niveau intermédiaire, cette formation est conçue pour vous éviter toute frustration et vous offrir un parcours clair et structuré vers la réussite.
Formation VCarve Master : exploitez tout le potentiel de votre machine CNC grâce au guide ultime pour maîtriser la conception 2D et la création de parcours d'outils. Que vous soyez débutant ou utilisateur de niveau intermédiaire, cette formation est conçue pour vous éviter toute frustration et vous offrir un parcours clair et structuré vers la réussite.Le processus étape par étape de l'imbrication dans VCarve
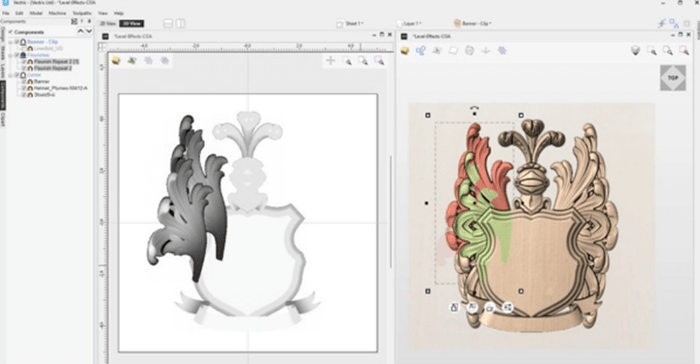
Étape 1 : Accéder à l'outil d'imbrication
Dans VCarve, sélectionnez les vecteurs que vous souhaitez organiser.
Accédez ensuite à :
Modifier les objets → Emboîter les vecteurs sélectionnés
Cela ouvre la boîte de dialogue d'imbrication dans laquelle vous pourrez définir l'espacement, les autorisations de rotation, les bordures et la gestion des feuilles.
Étape 2 : Définir le diamètre de l'outil et le jeu
Cette étape est bien plus importante que ne le pensent la plupart des débutants.
Votre espacement imbriqué doit tenir compte des éléments suivants :
- Le diamètre réel de la fraise
- Déviation de l'outil
- Précision de la machine
- Mouvement de marchandises
- Évacuation sûre des copeaux
Par exemple, si vous utilisez une mèche à compression Spektra™ de 1/4" de la marque Amana Tool, l'écartement doit généralement être supérieur au diamètre de la mèche elle-même.
Une règle courante en matière de sécurité de production est la suivante :
:contentReference[oaicite:1]{index=1}
Où :
- D = diamètre de l'outil
- C = jeu minimal
Donc, avec un foret de 6 mm :
- Diamètre de l'outil = 0,25 pouce
- Jeu recommandé ≈ 1,27 cm
Peut-on imbriquer encore plus étroitement que ça ? Parfois.
Cependant, un imbrication plus serrée réduit l'espace disponible pour l'évacuation des copeaux et augmente le risque d'accumulation de chaleur, de recoupe des copeaux, de rupture des outils ou d'instabilité des petites pièces pendant l'usinage.
En matière de découpe industrielle, un espacement légèrement plus large vaut généralement la peine pour gagner en fiabilité.
Étape 3 : Définir l'espacement des bordures
Les bords des tôles en usine ne sont pas toujours parfaits.
Le contreplaqué peut être livré avec :
- Légère déformation
- Coins abîmés
- Vides
- Délaminage
- Bords non perpendiculaires
En laissant un espace sur les bords, on évite ces imperfections et on assure une meilleure fixation près des bords.
Lacunes courantes dans les bordures de production :
- 0,63 cm à 1,27 cm pour les panneaux de précision
- 0,75 pouce ou plus pour le contreplaqué de qualité inférieure ou les matériaux déformés
Étape 4 : Définir les règles de rotation des pièces
C'est là que la connaissance des matériaux prend toute son importance.
Matériaux qui permettent généralement une rotation libre
- MDF
- PEHD
- Acrylique
- PVC
- Panneau en mousse
- De nombreux plastiques
Avec ces matériaux, le fait de permettre une rotation de 45° ou 90° permet souvent d'améliorer considérablement le rendement de la tôle.
Matériaux nécessitant généralement un alignement des fibres
- Contreplaqué de feuillus
- Contreplaqué plaqué
- Panneaux en bois massif
- Stratifiés décoratifs
Dans le cas de ces matériaux, une rotation sans restriction peut entraîner un décalage de l'orientation des fibres entre les pièces adjacentes.
Cela pourrait être inacceptable pour :
- Portes d'armoires
- Composants d'ameublement
- Façades de tiroirs
- Menuiserie architecturale
Dans ces cas-là, limitez la rotation lors de l'imbrication afin de préserver l'uniformité visuelle du grain.
Étape 5 : Aperçu des sorties sur plusieurs feuilles
Si vos pièces ne tiennent pas sur une seule feuille, VCarve crée automatiquement des feuilles supplémentaires :
- Fiche 1
- Fiche 2
- Fiche 3
- etc.
Cela facilite considérablement la gestion de la production pour les commandes de grande envergure.
Vérifiez toujours chaque feuille générée avant de créer le parcours d'outil.
Points à vérifier :
- Pièces pivotées de manière inattendue
- Petites zones inutilisables
- Jeux trop serrés
- Pièces trop proches des pinces
- Problèmes potentiels liés au maintien en place
 Plans CNC gratuits pour portes d'armoires de style Shaker en MDF, téléchargeables et personnalisables. Comprend des instructions étape par étape, des fichiers SVG, des fichiers DXF, ainsi que des fichiers Vectric Aspire et Vectric V-Carve Pro, tous compatibles avec la version 9 et les versions ultérieures. Les fichiers Vectric contiennent tous les parcours d'outils déjà configurés pour vous.
Plans CNC gratuits pour portes d'armoires de style Shaker en MDF, téléchargeables et personnalisables. Comprend des instructions étape par étape, des fichiers SVG, des fichiers DXF, ainsi que des fichiers Vectric Aspire et Vectric V-Carve Pro, tous compatibles avec la version 9 et les versions ultérieures. Les fichiers Vectric contiennent tous les parcours d'outils déjà configurés pour vous. Programmation de parcours d'outils pour vos pièces imbriquées : les véritables « pièges »
Imbriquer les vecteurs, ce n'est que la moitié du travail.
C'est justement lors de la découpe en toute sécurité que la plupart des débutants rencontrent des difficultés.
Le danger des petites pièces emboîtées
Une fois qu'une pièce est entièrement détachée du squelette qui l'entoure, elle peut bouger de manière imprévisible.
Ce mouvement peut provenir :
- Aspiration par soufflet anti-poussière
- Couple de rotation de la broche
- Vibration
- Perte de charge sous vide
- Accumulation de copeaux
Lorsqu'un élément détaché pénètre dans la fraise, cela peut avoir pour conséquence :
- Bouts cassés
- Pièces endommagées
- Perte de la position zéro
- Panneaux de protection endommagés
- Projectiles volants
Utilisez des onglets ou la technique de la « peau d'oignon »
Pour maintenir les pièces en place pendant la découpe, la plupart des opérateurs de machines CNC utilisent :
- Onglets
- Épluchage en couches
- Ou les deux à la fois
Onglets
Les languettes laissent de minuscules ponts non découpés qui relient la pièce au matériau environnant.
Avantages :
- Fixation très sûre
- Facile à installer
- Fiable pour les petites pièces
Inconvénients :
- Nécessite un ponçage de finition ou une découpe ultérieure
Épluchage d'oignon
Le pelage en couches laisse une fine couche de matière au fond de la découpe.
Avantages :
- Des bords plus nets
- Idéal pour les tables à vide
- Un post-traitement plus rapide
Inconvénients :
- Nécessite une mesure précise de l'épaisseur du matériau
- Cela peut échouer si les matériaux varient trop
De nombreux ateliers de production combinent ces deux méthodes pour garantir une fiabilité optimale.

Pourquoi les forets à compression sont-ils importants pour la coupe en imbrication ?
Pour le contreplaqué, la mélamine, le MDF plaqué et les matériaux stratifiés, une mèche à compression est souvent le meilleur choix.
Voici pourquoi :
- Les forets à coupe ascendante évacuent les copeaux vers le haut, mais peuvent endommager le placage supérieur
- Les forets à coupe descendante protègent la surface supérieure tout en dirigeant les copeaux vers le bas dans des canaux étroits
- Les forets à compression coupent proprement les bords supérieurs et inférieurs
Cela revêt une importance particulière lors de l'usinage imbriqué, où les pièces sont très rapprochées et où l'évacuation des copeaux est plus difficile.
Une mèche à compression Amana Tool Spektra™ permet de :
- Réduire l'arrachement
- Améliorer la qualité des contours
- Conserver des stratifiés plus propres
- Réduire la formation de copeaux
- Améliorer la régularité de la production
C'est pourquoi les forets à compression font partie de l'équipement standard de nombreux ateliers de menuiserie, de signalétique et de fabrication CNC.
Conclusion : l'imbrication est un multiplicateur de production
Un imbrication efficace transforme votre flux de travail CNC.
Au lieu de disposer manuellement les pièces et de gaspiller des matériaux coûteux, les outils d'imbrication de VCarve vous aident à :
- Optimiser l'utilisation des feuilles
- Réduire les déchets
- Accélérer la production
- Améliorer la cohérence
- Protéger l'outillage
- Améliorer la sécurité des opérations de découpe
Pour de nombreux ateliers de CNC de taille moyenne, un imbrication bien conçue peut considérablement améliorer la productivité d'une machine sans qu'il soit nécessaire de la moderniser.
Prêt à mettre vos talents de décorateur à l'épreuve ?
Découvrez notre sélection haut de gamme de forets à compression CNC Amana Tool et téléchargez des plans de projet CNC entièrement optimisés et prêts à être imbriqués directement depuis la boutique ToolsToday directement depuis la boutique ToolsToday pour commencer à sculpter plus intelligemment dès aujourd'hui.
FAQ
Qu'est-ce que l'imbrication dans Vectric VCarve ?
L'imbrication est le processus qui consiste à disposer automatiquement des pièces sur une feuille de matériau afin d'optimiser l'espace utilisable et de réduire les chutes. L'outil d'imbrication de VCarve permet d'optimiser les dispositions pour la découpe CNC en organisant efficacement les vecteurs sur une ou plusieurs feuilles.
Pourquoi mes vecteurs s'éparpillent-ils sur la feuille lorsque je les imbrique ?
Cela se produit généralement parce que les vecteurs n'ont pas été regroupés avant l'imbrication. Les trous internes, les fentes et les profils extérieurs de chaque pièce doivent être regroupés afin que VCarve les traite comme un seul composant.
Quel espace dois-je laisser entre les pièces emboîtées ?
En règle générale, on commence par un espacement correspondant à environ deux fois le diamètre de la fraise. Par exemple, une fraise pour défonceuse CNC de 1/4" donne souvent de meilleurs résultats avec un espacement d'environ 1/2", ce qui permet d'améliorer l'évacuation des copeaux et de réduire le risque de collision ou de surchauffe de l'outil.
Dois-je autoriser la rotation des pièces lors de l'imbrication ?
Cela dépend du matériau. Le MDF, les plastiques et l'acrylique peuvent généralement tourner librement, ce qui permet une meilleure utilisation du matériau. Le contreplaqué en bois dur et les panneaux plaqués nécessitent souvent une rotation limitée afin de préserver une orientation uniforme du grain.
Pourquoi recommande-t-on d'utiliser des forets à compression pour la découpe CNC imbriquée ?
Les fraises à compression coupent proprement les bords supérieurs et inférieurs, ce qui permet de réduire les déchirures dans le contreplaqué, la mélamine et les matériaux stratifiés. Elles sont particulièrement utiles pour les découpes imbriquées, car l'espacement réduit entre les pièces peut compliquer l'évacuation des copeaux.